
How to mill profiles
Both electromobility and the trend towards lightweight construction in the automotive industry have rapidly increased the demand for profiles made of extruded aluminum. These profiles come both directly e. g. as side members or as assemblies in e.g. Battery trays or frames are used. For the machining of aluminum profiles, ANGER offers two machine types, the SP2-P and the SP2-A, which set new standards in terms of productivity and flexibility.
Pressing the raw profiles




Automation solutions for profile machining
The often short processing times of profiles place high demands on the automation solution to ensure a smooth loading and unloading of the machines and a process-safe execution of the upstream and downstream processes. For this purpose, ANGER offers turnkey solutions from raw material to finished and cleaned profiles including part measurement, DMC code, buffer for self-sufficient operation and removal or return from and into specified customer containers.Suitable machines to produce Machining solutions for profiles

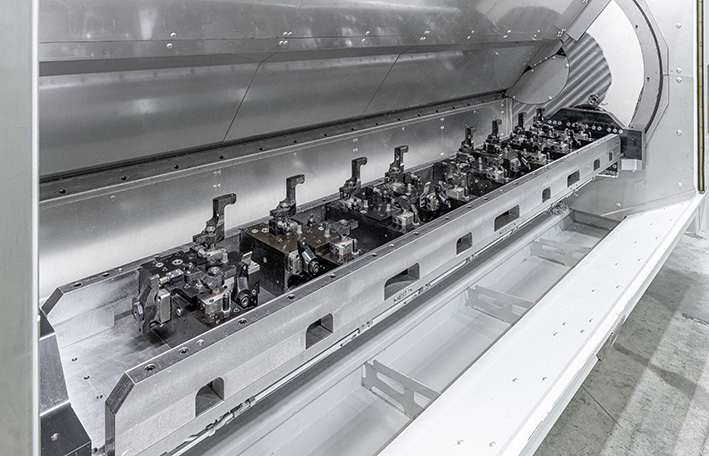
SP2-A
The ANGER SP2-A machine is the most efficient solution for processing extruded aluminum profiles. While both processing spindles are working on one processing bridge, loading and unloading takes place in parallel on the second bridge. The second clamping bridge swivels into the machining area in less than 2 seconds. Each tool is then machined alternately ... Read more
Learn more
SP2-D
The ANGER SP2-D machine is a flexible machining center for 4- or 5-axis double machining of large-volume components. The two processing units can process one component or different parts independently of each other. The large working area allows you maximum flexibility in process design and machining. With a clamping bridge of approx. 3,600mm length and ... Read more
Learn more
SP2-P
The ANGER SP2-P machine is a flexible machining center for 4- or 5-axis double machining of large-volume components. Two independent spindles process either 2 components synchronously or simultaneously a large component with a maximum length of 3,600 mm and a disturbance circle of 1,200 mm. The pallet changer enables loading and unloading to be carried ... Read more
Learn moreCustomer support